ســــازمــان تــربیــت بــدنــی
مهندسین مشاور همگـروه استادیوم ها - استادیوم 15000 نفری کرمانشاه
مشاهده
ســــازمــان تــربیــت بــدنــی
مهندسین مشاور آرتک و همکاران استادیوم ها - استادیوم 75000 نفری اصفهان
مشاهده
ســــازمــان تــربیــت بــدنــی
مهندسین مشاور هـمگروه استادیوم ها - استادیوم بزرگ شیراز
مشاهده







ارائه خدمات بازرسی فنی – بازرسی شخص ثالث
THIRD PARTY INSPECTION SERVICES
بازرسی شخص ثالث (مورد تاییدکارفرما) جهت ارائه خدمات بازرسی مرتبط با پروژه می باشد، برای محقق شدن خدمات بازرسی فنی اشاره شده پیمانـکار میبایست نسبت به الزامات قراردادی ، مشخصات فنی ، نقشه های ساخت تایید شده ، الزامات سفارش شده ساخت، بعلاوه کدها و استانداردهای مرجع آگاهی کامل داشته و کلیه آنها را در اختیار بازرس شخص ثالث قرار داده باشد. شرح خدمات ارائه شده در قراردادهای بازرسی فنی – شخص ثالث به شرح ذیل می باشد : فعالیتهای ساخت در کارگاه سازندگان : - بررسی و تایید شرح روش جوشکاری ، گواهی مهارت جوشکاران . - نـــظارت بر روش انجام عملیات ساخت و عملیات حرارتی . - نظارت بر روش انجـــام عملیـــات بـازرسی های غیر مخرب . - مــــرور مدارک کالیـــبــــراسیون تجهیزات تــست و بــازرسی . - مــرور کـــتـــابچـــه نهـــایـــی کنـــتـــرل کیـــفیــت و غــیــــره . فعالیتهای ساخت در سایت : - بازبینی و تایید شرح روش جوشکاری. - بررسی تایید و صدور گواهی مهارت جوشکاران .





برگزاری دوره های جوشکاری ، تستهای غیر مخرب و کدها
TRANING DEPARTMENT
دپارتمان آموزش شرکت مهندسین مشاور و بازرسی آرون جوش صنعت با ارائه دوره های آموزشی و مهندسی اقدام به بــــــرگزاری دوره های تخصصی شامل ؛ آزمایشــات غیــر مخـــرب در کلیه متد بر اساس سـر فصل های انجـمن آزمایشات غیر مخـرب آمریکا (ASNT)و اروپا (EN473/ISO9712)،استانداردها و کدها مطابق با (API, ASME ,AWS) ، بازرسی سازه های فولادی (AWSD1.1) ،بازرسی رنـگ و خوردگی،حفاظت کاتدیک،دوره های اپراتوری برای جوشکاران درفرآیندهای(SAW-SMAW-GMAW-FCAW-GTAW) ، دوره هــای طــراحــــی ، مهــندسـی و جـوش (Design , Engineering & Welding) توسط مـهندسين بين المللی دارای مــدارک (European Welding Engineer) و کارشناسان سطح سـه تسـتهای غیــــر مخـــرب (NDT LEVEL III) ارائــه خـدمات می نــماید ، دوره هـــای تخصصــی جوشـکاری و آزمونهای غیر مخرب ارائه گـردیده توسـط واحد آموزش شرکت آرون جوش صنعت عبارتند از :- مــــبــــانی کاربـــــری متالـــــوژی جــــــــوش
- مــــــتــــــالــــوژی جـــــوش پیـــشـــــرفـــــته
- اصــــول و مـــبــــــانی فــــیـــزیـــک جـــوش
- عــــمــلیات حـــرارتـــی در جــوشــــــکـــــاری
- طراحی و محـــاسبات در اتصالات جــوشـی
- پیچیدگی و تنشهای پسماند در جوشکاری
- شـناسـایی و طبقه بندی مواد جــوشــکاری
- آموزش بازرسـی با روش ذرات مغنـاطیسی
- آمــوزش بازرســی با روش مایــعـــات نافـذ
- آمـــوزش بازرســی با روش التــــراســـونـیک
- آمـــوزش بازرســـی با روش رادیــــوگـــرافـی
- آمـــوزش تفســیــر فیلم های رادیـوگــرافـی
- آمـــوزش کــدها و اســتانــداردهای مرتبط
- آمـــوزش بـــــــازرســــی چــــشـــمـــی
ارائه خدمات مشاوره در زمینه بازرسی فنی و مهندسی جوش
CONSULTING DEPARTMENT
شرکت مهندسين مشاور آرون جوش بعنوان یک مرکز تخصصی بازرسی و مهندسی جوش و بعنوان یک شرکت فعال در زمینه بازرسی رنگ و پوششهای صنعتی اقدام به ارائه خدمات مشاوره به شرح ذیل می نماید :- مشاوره در زمینه انواع فـرآیندهای جــــــوشـــکاری و انتخاب بهتـــریـن روش های کاربــــردی
- مشاوره در زمینه انتخاب تجهیزات جوشکاری ، مواد مصـرفی ، الکترودها و ســایر ملزومات
- مشاوره در زمینه اتوماسیون روشـــهای جوشــکاری و تغییــر فرآیندها جهت کارایی بـــــالاتر
- مـــشاوره در زمــیــنـــه مهنـــدســـی جــــوش ، مـــتـــالوژی جـــــوش و طــراحی اتـــصـــالـات
- مـــشـــاوره در زمـــینـــه عــمــلیــــــات هــای حـــــرارتـــی و تنــــــش زدایـــی قطعـــات
- مشاوره در زمینه انتخاب تجهیزات اتوماتیک تستهای غیر مخــرب و راه اندازی آنها
- مـــشاوره در زمــینـه روشــهای بـــازرســی و تــهیه دسـتورالعمـل های مــربـوط بــه آن
- مشاوره در زمینه چگـــونگی تهیـه دســـتورالعمــل های بازرســـی شـامــل ITP و C.P
- مــشاوره در زمینــه تهیـــه سیســتــــم های رنــگ و انــــواع اســتــانــداردهای مــرجــع
- مشاوره در زمینه مناسب ترین روش های کنترل کیفیت رنگ و نحوه تهیه گــزارشات
- مــشاوره در زمیــنــه انتخــاب و خــریــد وسـایــل بـــازرســی رنــگ و روشــهای حـمــل
- مـــشـــاوره در زمــیــنـــه کــیــوریــنــگ رنــگهـــا و روشـهـای اجـــــرای رنــگ در اجــــــراء


ارائه خدمات بازرسی های پیشرفته – آرایه های فازی
PAUT/TOFT
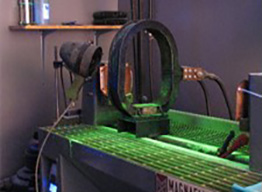
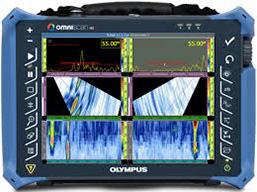
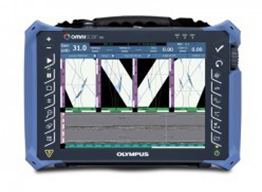
آزمایش التراسونیک آرایه های فازی به عنوان یکی از سریع ترین روش های پیشرفته در تست های غیر مخرب در نــظر گـرفته می شود ، سخــتی تفسیر از جمله موانع در گسترش این روش است ، که می تواند جایگزین مناسبی برای رادیوگرافی باشد ، اگر چه روش رادیوگرافی به عنوان یک روش مرسوم و قابل اعتماد در بررسی کیفیت جوش قلمداد می شود ، اما محدودیت های به کار بردن این روش بازرسی به دلیل آسیب به بهداشــت فـــردی بالاست به عـلاوه این روش وابستگی بسیار زیادی به هندسه و پارامترهای تنظیمی در حین تست دارد . مزایای روش آزمایش التراسونیک آرایه فازی (Phased Array & TOFT) - در اختیار داشتن یک سند دائمی از کلیه مراحل بازرسی و اسکن: بنا به تمایل عموم کارفرمایان محترم مبنی بر وجود سند قابل کنترل توسط بازرسان ایشان ، این روش در مقایسه با رادیوگرافی کاربردی بوده و علاوه بر سند قابل بررسی ، کلیه مراحل تست و تنظیمات نیز قابل کنترل می باشد ، بصورتی که فایــل هر اسکن جداگــانه بوده و قابلیـــت تغییر ندارد و بجــای استفاده از بایگانی فیلم می توان فایلها را بصورت سی دی بایگانی نمود و بازرسین می توانند کل طول جوش را جهت تطبیق با نتایج ارائه شده تفــسیر نمایند . - نمایش تصویر همزمان A-Scan , B-Scan, C-Scan در صفحه نمایش : این امر از مزایای مهم این روش آزمایش می باشد که جهت تشخیص مناسب عیوب می باشد و امکان ارائه هر سه اسکن بصورت فایل یا چاپی مقدور می باشد .









ارائه خدمات ساخت پروژه های صنعتی خاص
INDUSTRIAL PROJECT PERFORMER
واحد ساخت قطعات صنعتی شرکت مهندسين مشاور و بازرسی آرون جوش صنعت با در اختيارداشتن نيروهای مجرب و متخصص و با سابقه قابل قبول در زمينه توليد قطعات صنعتی خاص از جمله:- ساخت توربو کمپرسورهای سانتريفيوژ گازی با همکاری و تحت نام شرکت زيمنس آلمان ســـاخته شده و نهايتاً تــوسط شــرکت بيــن المللی SGS و شرکت ملی گاز ايران به تاييد می رسد .
- ساخت واحدهای توربين ، ژنراتورهای نيروگاهی سدهای گتوند و کارون تحت نظارت مستقيم شرکت ELIN اتريش و شرکت SGS . لازم به توضيح است کليه عمليات ساخت و N.D.T قطعات نيروگاهی فوق توسط متخصصين شرکت آرون جوش صنعت انجام گرديده است .